【PCB】孔无铜缺陷判读及预防 发布时间:2021-06-10
孔无铜缺陷判读及预防
第一部分:孔无铜定义
孔无铜是指印制板金属化孔孔内开路;
在通断检测时失去电气连接性能;
金属化孔包括:通孔、盲孔和埋孔;
孔壁不导通也称“破孔”或“孔内开路”。
孔的作用及影响因素
作用:具有零件插焊和导电互连功能。
加工过程影响因素多,控制复杂:
钻孔质量:孔壁平滑度、粗糙度等
凹蚀效果:内层连接、树脂表观情况
沉铜效果:药水活性及背光级数
平板镀铜:过程控制及故障处理
图形电镀:微蚀控制及抗蚀层性能
后工序影响:微蚀控制及返工板处理等
孔无铜的特殊性
印制板致命品质缺陷之一,需加强控制;
产生原因复杂,改善难度大;
严重影响板件性能和可靠性;
孔无铜缺陷及判读是湿法人员基本功;
提高孔铜保证性是PCB厂综合实力的体现。
第二部分:原因分析
孔内无铜从加工流程上分类:
沉铜不良(如:气泡、塞孔、背光不足等)
平板不良(如:整流机无电流、镀前停留时间长等)
图电不良(如:图电微蚀过度、塞孔、抗蚀差等)
后工序微蚀过度;
酸蚀板孔无铜;
埋盲孔孔无铜;
其他类型孔无铜。
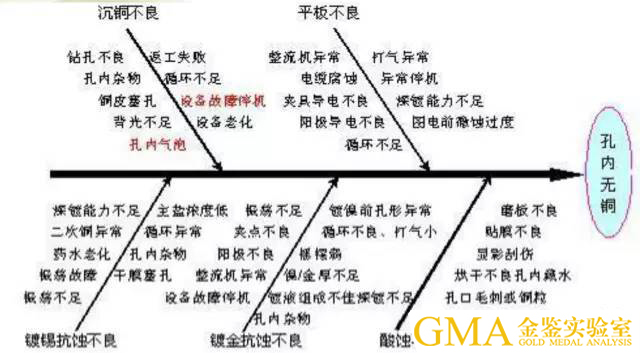
孔无铜因果图
化学沉铜类型介绍
沉薄铜:化学铜厚度10~20u"(0.25~0.5um);中速铜:化学铜厚度40~60u "(1.0~1.5um);厚化铜:化学铜厚度80~100u"(2.0~2.5um);一厂使用ATO薄铜体系,铜层厚度约7-12 u" 。
注意:沉铜层不致密,很容易被空气氧化!
措施:沉铜后板件尽快进行平板电镀!
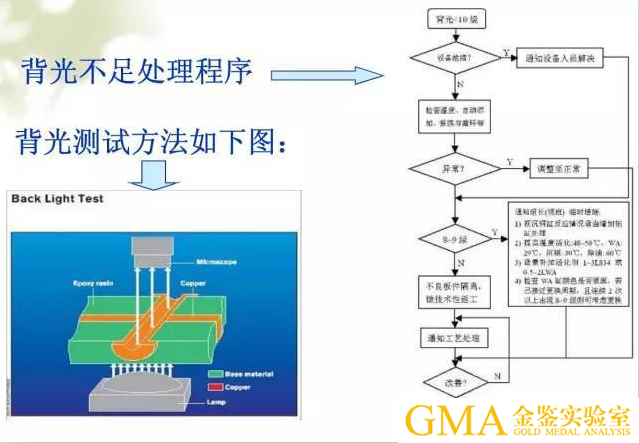
背光:沉铜活性的体现者
沉铜背光级数判读
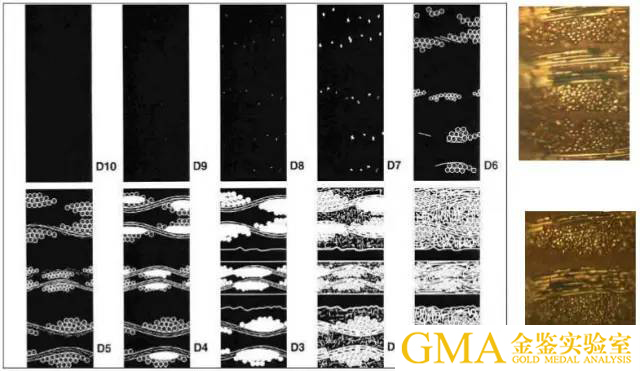
注意:树脂比玻璃纤维更容易沉上铜!
图电前后判读标准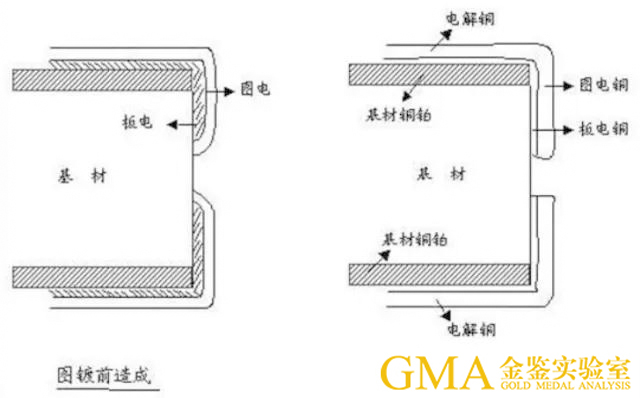
第三部分:缺陷现象及失效分析
收集21种常见缺陷图片进行分析;
以图带文从切片缺陷进行界定;
通过案例分析找出“问题背后的问题”;
将被动的事后纠正变为事前控制!
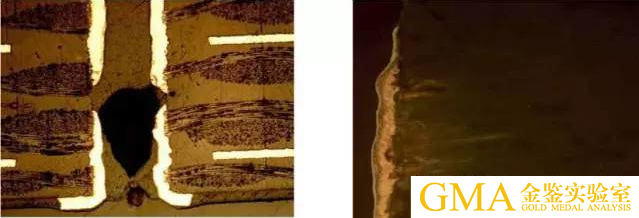
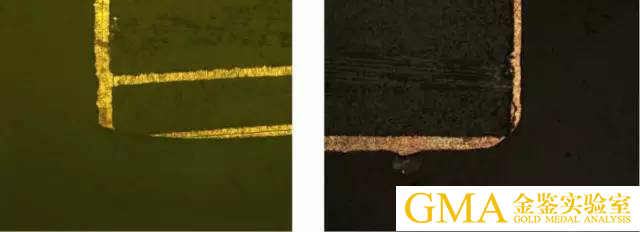
现状描述1
铜丝塞孔孔无铜
孔壁粗糙度过大
钻孔玻璃纤维丝
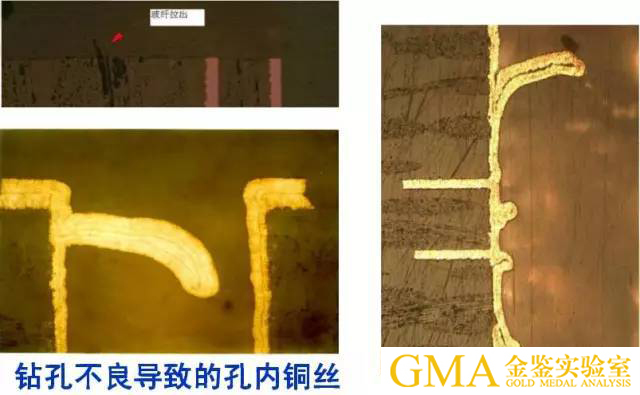
钻孔不良(披峰)
钻孔披峰会导致孔径变小、塞孔或酸蚀板破孔!
失效分析
特点:钻孔不良,孔壁不平整、粗糙度过大 或披峰过大等;
原因:钻孔工艺条件差,如:钻头寿命太长、返磨次数过多、叠板数过多或钻咀侧刃不锋利等;
措施:改进钻孔工艺条件,检讨钻头质量及 使用要求。
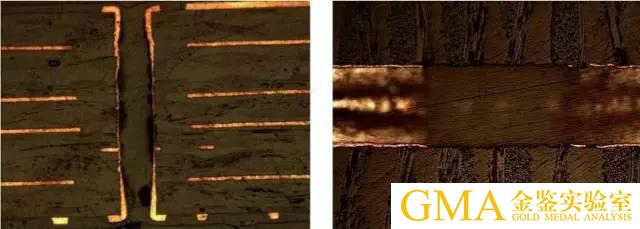
现状描述2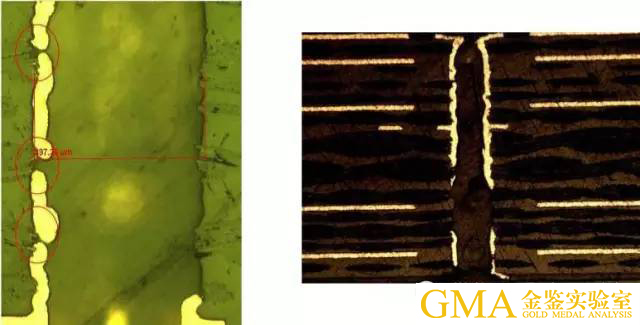
孔内玻纤上断断续续、点状无铜!
失效分析
特点:图形层包住平板层,无铜处断断续续, 大小孔均有出现,特别在玻璃纤维上无铜的 机率更高,常发生在拖缸之后;
原因:沉铜不良(如:药水活性不足、背光 不足、温度太低等)
措施:检讨拖缸方法和程序、 提高药水活性。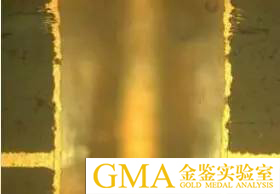
缺陷描述3
孔壁夹带铜皮或杂物,塞孔导致的孔无铜:
失效分析
特点:平板层包住杂物塞孔导致孔无铜;
原因:钻房工艺条件差,在去毛刺高压水洗中无法除去导致塞孔,也可能是铜粉堵塞或自来水、药缸杂质等外来异物;
措施:改善钻孔条件、提高去毛刺高压水洗压力、加强各药水缸过滤和净化等。
缺陷描述4

孔壁与内层线路连接不良(ICD)
失效分析
特点:凹蚀不良导致与内层连接出现开路;
原因:溶胀缸膨松不够:浓度低、温度低、处理时间短及药水寿命已到;
咬蚀能力差:药水温度低、浓度低、锰酸钾含量高、处理时间短或药水老化;
特殊板材:高Tg、含填料板件或其他特殊材质等。
其他:可能是钻孔发热过度或烘板参数不当造成。
措施:确认具体问题进行针对性改善!
缺陷描述5
孔内无铜位置出现基本对称,全部集中在小孔中:
失效分析
特点:图形层包平板层,发生在孔中央并呈对称;
原因:孔内气泡来不及排走,导致沉铜不良。
可能是震荡器故障或震荡不足孔内气泡无法排出;
可能是沉铜缸反应速率太快产生大量气泡(氢气)。
措施:检查震荡和化学沉铜条件如:温度/负载/药 液浓度等。
缺陷描述6
无铜处全部发生在树脂部位:
失效分析
特点:孔内无铜位置全部发生在树脂部位;
原因:除胶渣不够,树脂蜂窝状结构尚未形成;
措施:检查凹蚀段条件,提高除胶渣能力(如:提高浓度、温度或延长时间等)
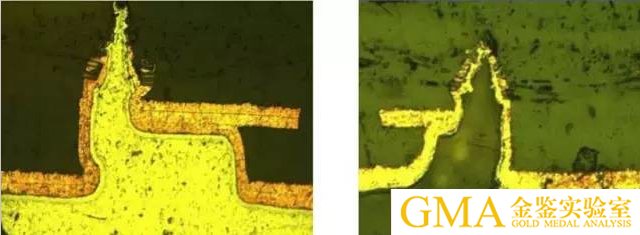
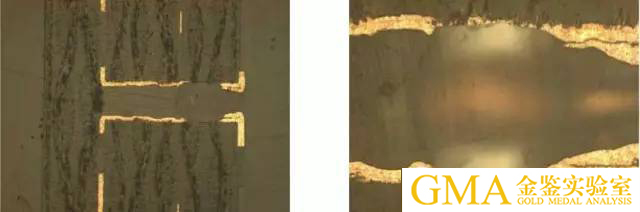
缺陷描述7
电镀层包住平板层,切片从孔口向孔中央平板层逐渐消失:

失效分析
特点:图形层包住平板层,切片从孔口向孔中央平板层逐渐变薄并最后消失;
原因:平板不良,平板电镀时电流密度过小、电镀时间过短或设备故障(电接触不良)等;
措施:检查平板电镀条件,如:电流密度、时间等。
缺陷描述8
大孔内出现点状无铜,小孔反而孔内完整:
失效分析
特点:大孔内出现点状无铜,小孔反而孔内完整;
原因:可能是吊车故障,板件在空中或水洗缸内停留时时间过长,沉铜层被氧化导致孔无铜;
措施:按工作指示要求对吊车故障板件进行隔离、重新沉铜返工处理并确认。
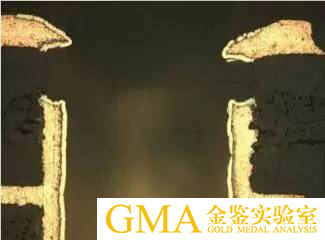
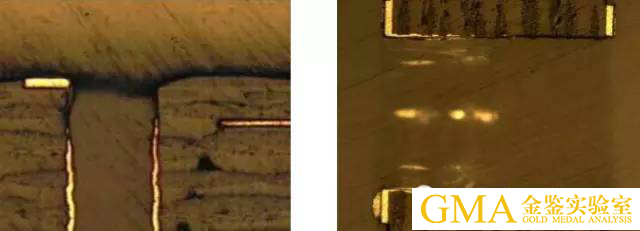
缺陷描述9
孔口处无铜,图形层没有包住平板层,较多出现在大孔:

失效分析
特点:孔口边缘断铜,断铜面较整齐;
原因:基本可断定为干膜入孔,干膜由于贴膜压 力过大或贴膜到显影存放时间较长,如:大节日干膜房内没有清板或设备故障等。
措施:缩短贴膜至显影时间,严格返工制度。
缺陷描述10
孔内存在塞孔现象,图形电镀层没有包住平板层: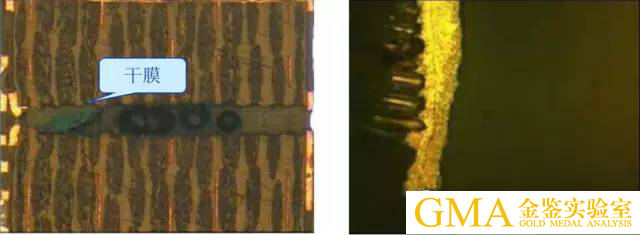
失效分析
特点:杂物脱落后,断层面整齐,蚀刻后存在空塞现象;
原因:很可能是干膜返工板,因退洗不干净导致干膜碎进入导通孔,正常显影后无法除去,镀抗蚀层时药水交换不畅而在蚀刻时又被冲走;
措施:严格板件返工制度,杜绝干膜塞孔。
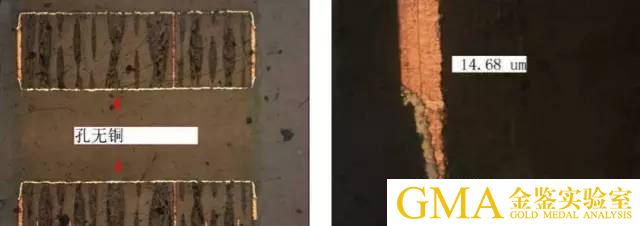
缺陷描述11
整孔无铜,而且大孔、小孔均无铜:
失效分析
特点:表面只有一层电镀层,孔内整孔无铜。
主要原因:板件未沉铜就直接进行平板或图形电镀;
图形电镀时由于吊车故障等原因在微蚀缸停留时间过长,平板层被全部蚀掉(从内层铜层形成负 凹蚀的情况进行确认)。
措施:对异常停机情况进行纠正,及时吊出微蚀缸板件。
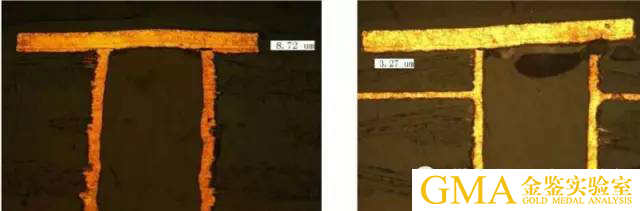
缺陷描述12
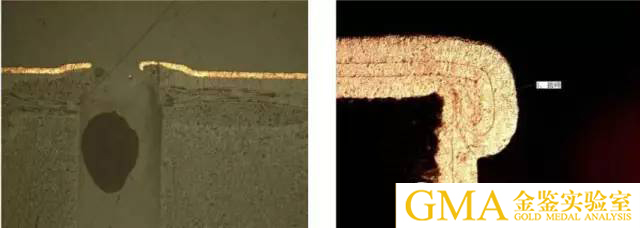
孔口无铜,特别是大金属化孔孔无铜更明显。
失效分析
特点:孔口无铜,特别是大金属化孔孔无铜更明显。
原因:磨板过度导致拐角处无铜。
措施:减少磨板压力,特别是不织布刷磨板段的压力,检查不织布使用目数等!
缺陷描述13
孤立的地方孔内和孔口、焊盘均出现无铜:

失效分析
特点:孤立孔内、孔口和焊盘均出现无铜
原因:抗蚀不良孔无铜,主要是由于高电流密度区镀层结晶粗糙,或镀锡后没有及时烘干等使抗蚀层性能下降导致过蚀;
措施:改善镀层结晶结构,可通过添加光剂或延长电镀时间、降低电流密度等,如镀锡后停留时间过长要针对性进行改进。
缺陷描述14
无铜处出现在孔中央而且对称,特别是小孔情况更严重。
失效分析
特点:平板层没有包住图形层,主要为抗蚀层(铅 锡层、锡层或镍层)深镀能力不足。
原因:厚径比AR值大,孔内药液交换困难:
反冲涡流增强,以致靠压力(如:摇摆、震荡等) 驱动达到孔内流动的因素被削弱;
表面张力增大;
气泡难以逸出。
措施:提高抗蚀层深镀能力,加强摇摆或震荡等。
缺陷描述15
大孔、小孔均无铜或铜厚不足,板面绿油下镀铜层完整 但露铜区域铜层很薄:
失效分析
特点:大孔、小孔均无铜或铜厚不足,板面绿油下镀铜层完整但露铜区域铜层较薄;
原因:后工序微蚀过度导致孔无铜,轻微时出现孔铜不足,严重时无铜;可能是沉镍金、OSP、喷锡、沉锡等前处理过度;
措施:检讨前处理微蚀条件(时间、温度、浓度等)
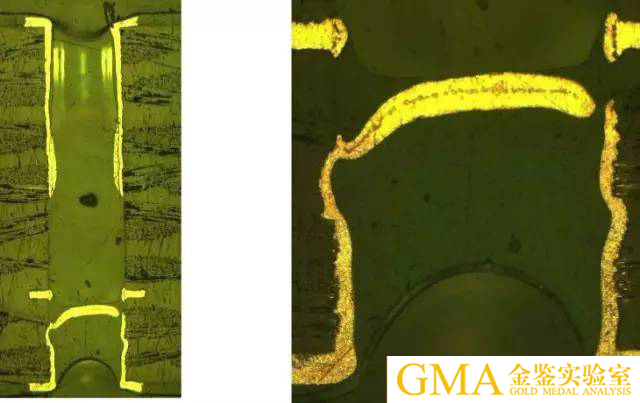
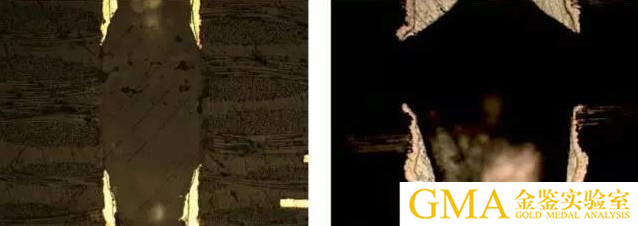
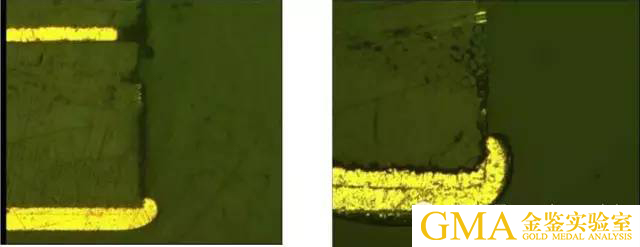
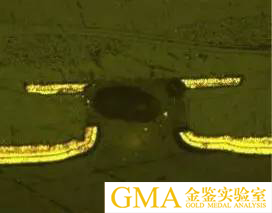
缺陷描述16
盲孔连接不良导致开路:
失效分析
特点:盲孔层孔拐角处没有被平板层包住(表铜没 有平板层或很薄),受热后在孔铜连接处出现断开,填孔树脂与盲孔面铜处出现明显空隙;
原因:减铜过度导致盲孔表铜没有平板层(或很薄),受热后由于树脂膨胀导致开路;
措施:杜绝减铜过度,适当提高盲孔铜厚,采用其他板料减少树脂热膨胀的影响等。
缺陷描述17
热冲击或冷热循环后孔壁出现开路:

失效分析
特点:受热后孔壁镀铜层出现开路,没有受热时则是完整镀层;
原因:镀层物理性能差、延展性差或孔壁铜厚不足等;
措施:净化镀液改善结晶结构、提高镀层延展性等,适当提高孔铜厚度,同时热冲击前要求按规定进行烘板处理。
缺陷描述18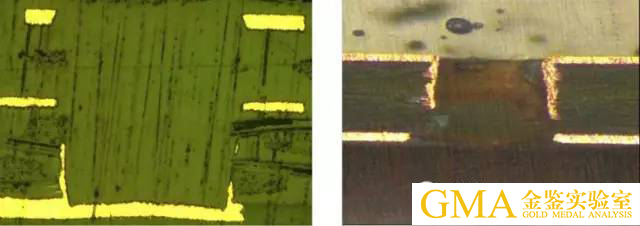
盲孔处无铜,孔口位置无铜更严重
效分析
特点:盲孔处无铜,孔口位置无铜更严重
原因:干膜破孔,蚀刻药水进入孔内,直接原因可能曝光不良、对偏、盲孔与下垫接触不良;
措施:检讨干膜盖孔条件及对位情况。
缺陷描述19
特点:盲孔无铜,与内层铜分离或连接不好
失效分析
特点:盲孔无铜,与内层铜分离或连接不好;
原因:激光窗偏,激光孔蚀孔不良,造成激光钻孔不良,沉铜时药水交换不良。
措施:检查激光开窗情况和钻孔能量等。
失效分析
特点:酸蚀遮孔破或对偏,盲孔与下垫接触不良;(可通过通孔内焊盘进行判断)
原因:干膜破孔,可能是曝光不良或干膜被刮伤等,酸性蚀刻药水进入造成孔内无铜,盲孔无铜也有这种情况。
措施:检查干膜封孔情况。
缺陷描述21
盲孔孔内无铜:
失效分析
特点:盲孔孔口处出现抗蚀不良孔无铜;
原因:在盲孔孔口处由于二次层压时B片流动性差等原因,填胶不满导致碱蚀药水进入造成孔内无铜;
措施:改用流动性较好B片,如高树脂含量等。
第四部分:纠正行动及改善方案
采用D-M-A-I-C改进模式:
界定(Define):对切片缺陷进行认真界定
测量(Measure):通过通断、BB机和切片
分析(Analyze):根据具体流程进行分析
改进(Improve):针对存在问题进行改进
控制(Control):有效控制形成文件指导生产
问题界定一
从切片入手,按缺陷特征进行分类!
爬虫型:出现部位全在树脂上或全在玻璃纤维上,前者是除钻污不够,后者则除油缸整孔能力差;
中间型:出现部位在孔壁中间,左右几乎对称;
孔角型:出现的部位在孔角,原因是余膜入孔;
孔口型:磨板过度或微蚀过度导致孔口无铜;
异孔型:孔壁粗糙度过大,孔内药水交换不畅。
问题界定二
按形成原因进行分类:
活性不足:溶液浓度低、温度低、负载低、pH值低、药水老化等;
气泡阻塞:沉铜缸气泡和铅锡/锡缸气泡;
异物塞孔:杂物、铜皮、干膜碎、火山灰等;
除油整孔差 :玻璃纤维处难上铜;
除胶渣效果差:树脂上难上铜;
其他:抗蚀层或平板层太薄或返工等。
结束语
孔无铜原因复杂,杜绝极难,我们需要:对切片认真判读,对缺陷进行严格的界定!深入全面检讨板件生产流程和控制参数!过去经验只是一种参考,不是万能!只要小心求证,相信:方法总比问题多!持续改善:减少报废、不断提升板件品质!
- 上一篇: 【PCB电镀】孔无铜缺陷判读及预防
- 下一篇: PCB电镀镍金板不上锡原因分析